
Получите цитату

+86-18862679789


admin@evertopest.com

производительность экструзии различается в зависимости от направления вращения?
При смешивании материалов производительность двухшнекового экструдера напрямую определяет эффект смешивания материалов, эффективность производства и качество конечного продукта. В зависимости от направления вращения шнека двухшнековые экструдеры делятся на двухшнековые экструдеры с сонаправленным вращением и двухшнековые экструдеры с встречным вращением, и основное различие между ними заключается в направлении вращения шнека. То, что кажется просто разницей в направлении вращения, приводит к значительным различиям между ними в характеристиках обработки, производительности смешивания и совместимости продуктов.
Основное различие между двухвинтовыми двигателями одновременного вращения и двухвинтовыми двигателями встречного вращения заключается в процессе взаимодействия винтов:
• Когда две нити двухшнекового шнека, вращающегося в одном направлении, толкают материал, их давление накладывается;
• Когда две линии резьбы двухшнекового шнека, вращающегося в противоположных направлениях, толкают материал, их усилия уравновешивают друг друга.
Это определяет основной принцип работы и рабочие характеристики двухвинтовых винтов как сонаправленного, так и встречного вращения.
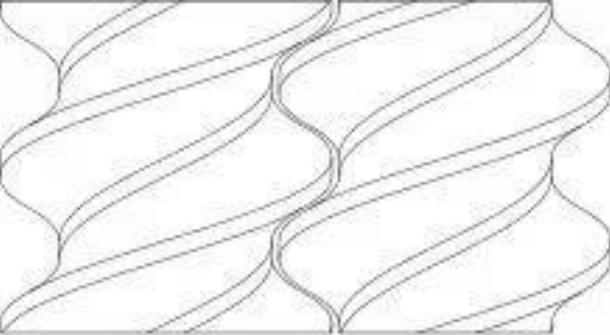
Рисунок 4. Посадка двухшнекового двигателя, вращающегося в одном направлении.
Режим сопряжения двухвинтового винта, вращающегося в одном направлении, показан на рисунке 4. Два винта двухвинтового винта, вращающегося в одном направлении, вращаются в одном и том же направлении, а резьба обоих винтов правая. Определение направления транспортировки материала такое же, как и у одношнекового.
Режим сопряжения двухвинтового винта, вращающегося в противоположных направлениях, показан на рисунке 5. Два винта двухшнекового винта, вращающегося в противоположных направлениях, вращаются в противоположных направлениях, а резьба двух винтов вращается в противоположных направлениях. Два винта вращаются наружу. То есть в направлении экструзии правая сторона — это левый шнек, который вращается по часовой стрелке, а левая сторона — это правый шнек, который вращается против часовой стрелки.
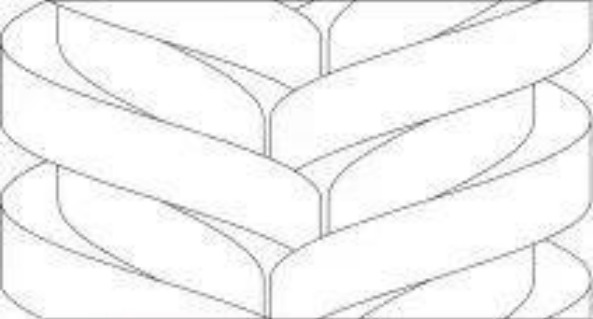
Рисунок 5. Двухвинтовая посадка, вращающаяся в противоположных направлениях.
Анализ результатов имитационного эксперимента
Физическое поле
1
Поле давления
Как видно из карты облаков давления (рис. 6) и кривой изменения давления (рис. 7):
В процессе двухшнековой экструзии с однонаправленным вращением давление в проточном канале колеблется. Обращаясь к конструкции после посадки с двумя винтами, вращающимися в одном направлении (рис. 4), обнаруживается, что колебания давления колеблются вверх и вниз в зависимости от положения гребня винта. Это связано с тем, что гребень винта представляет собой сильно выступающую часть поверхности шнека, а экструдированный материал подвергается более сильному экструзионному и сдвиговому усилию при прохождении через гребень винта, поэтому давление в месте гребня винта часто бывает относительно высоким.
При двухшнековой экструзии с встречным вращением давление в литнике сначала увеличивается, а затем уменьшается в направлении экструзии, а в среднем положении возникает локальное высокое давление. Обращаясь к конструкции двухшнековой посадки, вращающейся в противоположных направлениях (рис. 5), можно обнаружить, что локальное высокое давление возникает в точке зацепления в середине направления экструзии. Это связано с тем, что два шнека вращаются в противоположных направлениях, а поток материала неравномерен или блокируется в процессе экструзии, который накапливается в среднем положении и затем образует локальное высокое давление в канале.
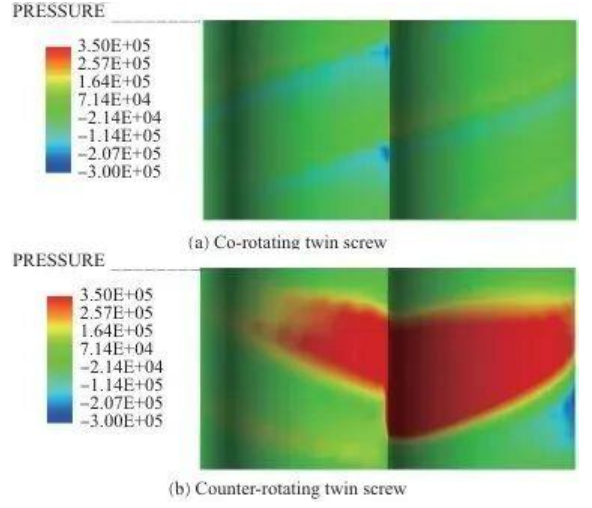
Рисунок 6. Диаграмма давления облака в литнике во время процесса экструзии.
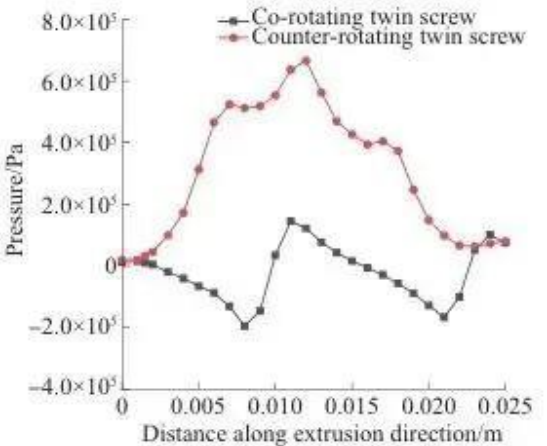
Рисунок 7. Кривая изменения давления.
2
Поле скорости сдвига
Как видно из облака скорости сдвига (рис. 8) и кривой изменения скорости сдвига (рис. 9):
Как при двухшнековой экструзии с однонаправленным вращением, так и при двухшнековой экструзии с противоположным вращением скорость сдвига выше на гребне шнека и ниже в канавке шнека. Причина этого явления заключается в том, что материал течет быстрее в узких зазорах, а зазор между винтовыми гребнями и внутренней стенкой цилиндра меньше, поэтому скорость сдвига выше, а зазор между винтовыми канавками и внутренней стенкой цилиндра больше, поэтому скорость сдвига ниже.
Локальная высокая скорость сдвига в двухшнековом двигателе, вращающемся в противоположных направлениях, вызвана утечкой.
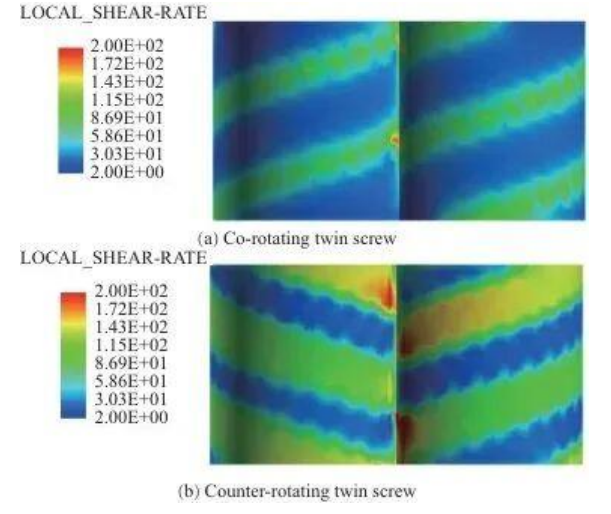
Рисунок 8. Облако скорости сдвига во время экструзии.
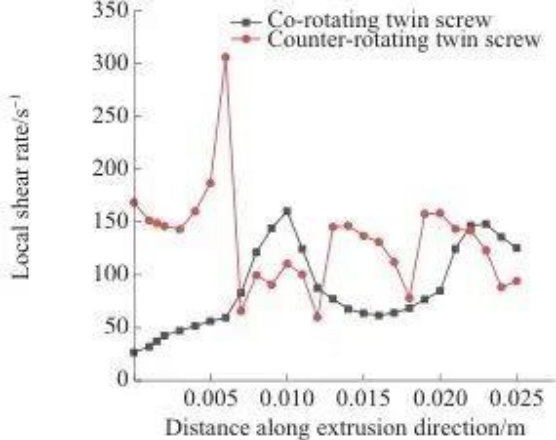
Рисунок 9. Кривая изменения скорости сдвига.
Смешение в основном подразделяется на распределительное и дисперсионное.
Распределенное смешивание используется для описания процесса распределения материала, при котором материал постоянно перестраивается и направляется под давлением винтового ротора;
Дисперсионное смешивание используется для описания процесса, в котором размер материала изменяется, поскольку частицы материала постоянно растягиваются и сдвигаются. Метод трассирующих частиц использовался для проведения математической статистики параметров траектории, таких как время пребывания, индекс распределения, масштаб разделения и распределение максимального напряжения сдвига, для анализа различий в производительности смешивания между двухшнековым двигателем, вращающимся в одном направлении, и двухшнековым двигателем, вращающимся в противоположных направлениях.
Осевое смешивание
Распределение времени пребывания является важным показателем для измерения эффективности осевого смешивания шнековых элементов. Он описывает распределение времени пребывания материалов в двухшнековых экструдерах в двух формах: кумулятивной функции распределения времени пребывания и функции распределения времени пребывания, которые соответственно выражаются функцией вероятности и функцией плотности вероятности.
1 Распределение совокупного времени пребывания
Кривая распределения совокупного времени пребывания (рис. 10) описывает совокупное распределение вероятностей времени пребывания жидкости или материала в экструдере.
Как показано на рисунке 10, в двухшнековом двигателе, вращающемся в одном направлении, время, когда частицы индикатора впервые покидают бегун, составляет 1,00 с, время, когда они полностью выходят из бегунка, составляет 54,82 с, а ширина распределения времени пребывания составляет 53,82 с.
В двухшнековом двигателе встречного вращения время первого вылета трассирующих частиц из канала составляет 1,48 секунды, время их полного вытекания из канала - 59,80 секунды, а ширина распределения времени пребывания - 58,32 секунды.
Кривая распределения совокупного времени пребывания двухшнекового двигателя, вращающегося в одном направлении, превышает совокупное время пребывания двухшнекового двигателя, вращающегося в одном направлении, а более высокая кривая указывает на то, что больше частиц вытекает из канала в данный момент.
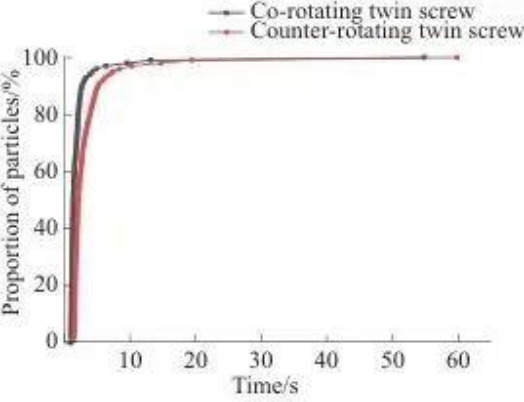
Рисунок 10. Распределение совокупного времени пребывания
2 Распределение времени пребывания
Кривая распределения плотности вероятности времени пребывания описывает распределение вероятностей времени пребывания материала в экструдере в течение различных периодов времени. Более высокая плотность вероятности означает большую вероятность пребывания материала в течение этого периода, тогда как более низкая плотность вероятности указывает на относительно более короткое время пребывания. Из функции плотности вероятности распределения времени пребывания (рис. 11) известно, что:
В двухшнековом двигателе, вращающемся в одном направлении, большинство частиц концентрируются за период от 1,00 до 1,99 секунды, а в двухшнековом двигателе, вращающемся в противоположных направлениях, большинство частиц концентрируются за период от 1,48 до 2,97 секунды. Соответствующая кривая двухшнекового двигателя, вращающегося в одном направлении, находится дальше влево, а пик выше, что указывает на то, что пропускная способность двухшнекового двигателя, вращающегося в одном направлении, выше. Причиной этого явления может быть то, что во время процесса двухшнековой экструзии с однонаправленным вращением материал принудительно транспортируется шнеком по траектории в форме буквы «∞».
При двухшнековой экструзии с встречным вращением материал движется в форме буквы «С», смешивается и неоднократно реагирует в камере С-образной формы, что приводит к увеличению времени пребывания.
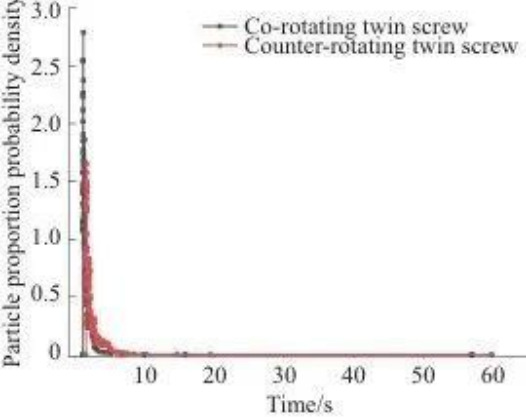
Рисунок 11. Распределение времени ожидания
Распределенное смешивание
1 Индекс распределения
Индексы распределения описывают реологические свойства и текучесть экструдированных материалов. Из кривой индекса распределения (рис. 12) видно, что равномерность распределения двухшнекового двигателя, вращающегося в противоположных направлениях, лучше, чем у двухшнекового двигателя, вращающегося в одном направлении.
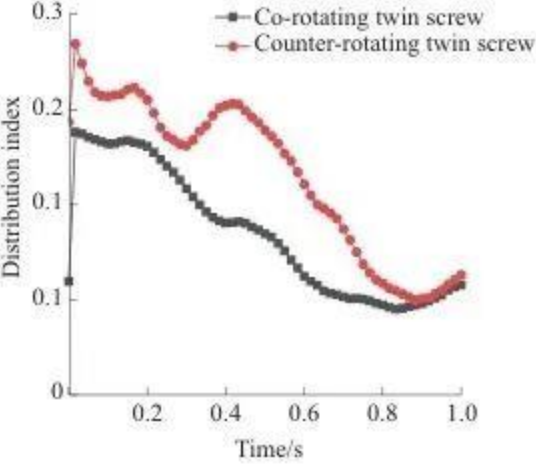
Рисунок 12 Индекс распределения
2 Масштаб разделения
Масштабы разделения характеризуют процессы распределенного перемешивания. На рис. 13 показана масштабная кривая разделения. В начальный момент две частицы находятся по обе стороны от входного отверстия, поэтому значение масштаба разделения велико. С увеличением времени масштаб разделения уменьшается под действием шнекового перемешивания, кривая падает, степень распределения поверхностных частиц постепенно углубляется, и во время процесса возникает явление флуктуации, которое вызвано агрегацией частиц в процессе течения.
Масштабная кривая разделения двухвинтового двигателя, вращающегося в одном направлении, всегда ниже, чем у двухвинтового двигателя, вращающегося в противоположных направлениях, что указывает на более равномерное распределение.
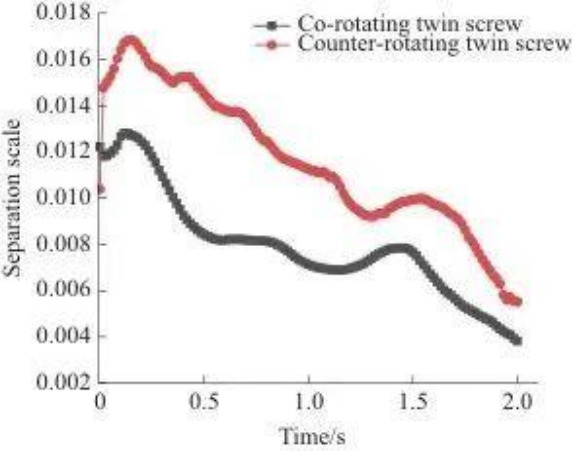
Рисунок 13. Масштаб разделения.
При двухшнековой экструзии с однонаправленным вращением два шнека вращаются в одном направлении и создают сильный эффект сдвига в точке зацепления, а материал многократно перемещается между шнеками, что помогает добиться равномерного распределения смешивания.
При двухшнековой экструзии с встречным вращением большая часть материала удерживается в С-образной камере, и лишь небольшое количество материала вытекает из зазора и подвергается сдвигу и растяжению. Уплотнение хорошее, что снижает неравномерность потока материала в желобе, и, таким образом, однородность смеси также снижается.
Производительность диспергирования и смешивания
Процесс диспергирования и смешивания представляет собой процесс, в котором размер частиц продолжает уменьшаться, а силы сдвига и растяжения, которым подвергаются частицы материала, играют в этом процессе значительную роль.
Максимальное напряжение сдвига, испытываемое трассирующей частицей, указывает на процесс сдвига, которому подвергается трассирующая частица во время процесса двухшнековой экструзии. Чем больше доля частиц трассера, испытывающих сильный сдвиг, тем лучше эффект шнекового диспергирования.
На рисунке 14 показана кривая вероятности максимального напряжения сдвига. Как видно на рисунке 14, кривая, соответствующая двухвинтовому двигателю противоположного вращения, находится выше кривой двухвинтового двигателя, вращающегося в одном направлении.
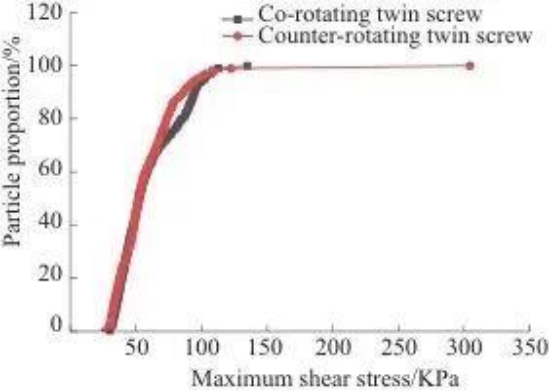
Рисунок 14. Максимальная вероятность напряжения сдвига.
На рисунке 15 показана кривая плотности вероятности максимального напряжения сдвига. Из рисунка 15 видно, что максимальное напряжение сдвига, которому подвергается частица, сосредоточено на вершине выступа кривой.
Две кривые указывают на то, что двухшнековый винт, вращающийся в противоположных направлениях, обладает более сильной диспергирующей способностью и может обеспечивать более сильные эффекты сдвига и растяжения, чем двухшнековый двигатель, вращающийся в одном направлении.
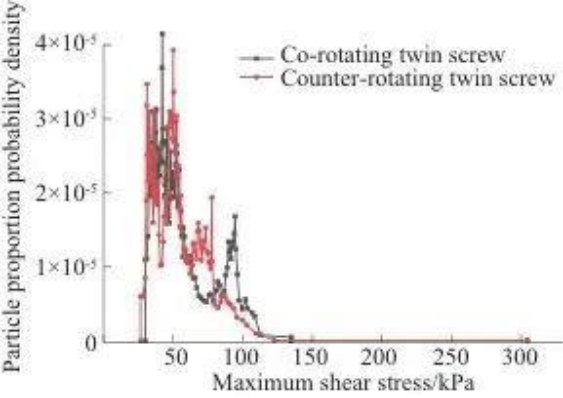
Рисунок 15. Максимальная плотность вероятности напряжения сдвига.
Анализ экспериментальных результатов
Анализ испытаний на растяжение
На рисунках 17 и 18 показаны данные испытаний на растяжение и удар соответственно.
Прочность на разрыв и деформация при разрыве шлицев материала, экструдированных посредством двухшнековой экструзии с однонаправленным вращением, были немного выше, чем у тех, которые экструдировались посредством двухшнековой экструзии с противоположным вращением.
Поглощение энергии удара и ударная вязкость шлицов материала, экструдированных при экструзии с противоположным шнеком, немного выше, чем у шлицев, экструдированных при экструзии со встречным шнеком.
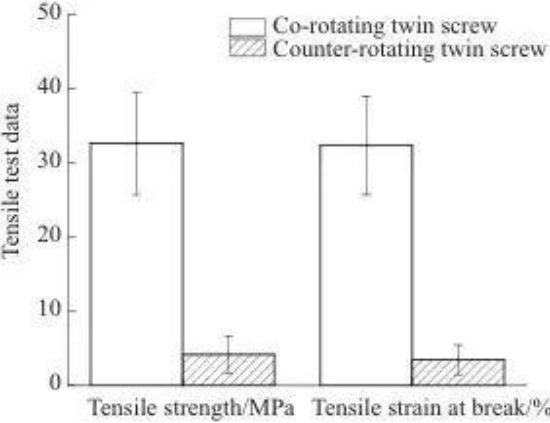
Рисунок 17. Данные испытаний на растяжение
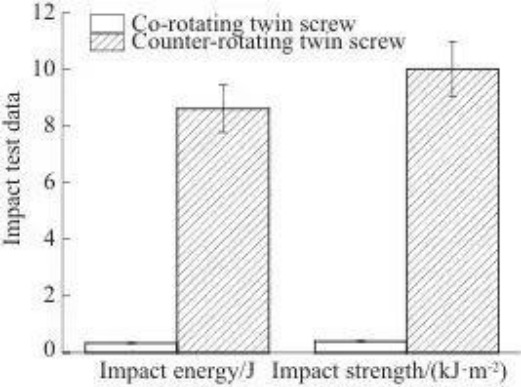
Рисунок 18. Данные испытаний на удар
Результаты реологических испытаний
Реологические свойства полимеров обычно отражаются в модуле упругости (G'), модуле потерь (G') и вязкости композита (η*). Модуль упругости отражает эластичность материала, модуль потерь отражает вязкость материала, а вязкость композита отражает молекулярную массу. Текучесть расплава полимера зависит от способности сегментов молекулярной цепи двигаться. Шнековая экструзия изменяет молекулярную структуру PLA, вызывая разрыв его молекулярных цепей и снижая его вязкость.
На рис. 19 представлена кривая вязкости композита η* в зависимости от угловой частоты. Из рисунка 19 видно, что η* уменьшается с увеличением угловой частоты.
Из-за структурных различий двухшнековый винт, вращающийся в противоположных направлениях, обладает более сильной диспергирующей и перемешивающей способностью, а молекулярная цепь разрывается более полно. Следовательно, η* материала, экструдированного двухшнековым винтом, вращающимся в противоположных направлениях, ниже, чем у двухшнекового двигателя, вращающегося в одном направлении.
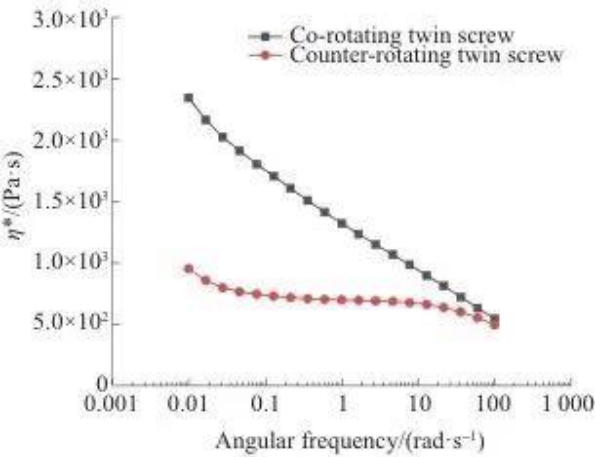
Рисунок 19 Кривые η * с угловой частотой
Резюме
Преимущества двухшнековых экструдеров сонаправленного вращения:
• Поле потока (особенно давление) относительно стабильно.
• Чрезвычайно сильная способность к распределению, высокая однородность распределения материала.
• Короткое время пребывания материала и высокая эффективность транспортировки облегчают обработку термочувствительных материалов и снижают риск термического разложения.
• Экструдированные изделия имеют лучшие свойства на растяжение.
Преимущества двухшнековых экструдеров встречного вращения:
• Более сильный потенциал создания давления (но остерегайтесь возможного местного высокого давления).
• Более интенсивный сдвиг, превосходная способность к диспергированию и смешиванию. Это может обеспечить более сильный эффект растяжения.
• Более длительное время выдержки и более широкое распределение материалов, подходящее для процессов, требующих достаточного времени реакции или смешивания.
• Экструдированные изделия имеют более высокую ударную вязкость и меньшую вязкость расплава (более тщательный разрыв молекулярных цепей).

Таншанг, промышленные кластеры, Ганхуа-роуд, Цзиньцзян, Чанцзян, Цзянсу, Китай

+86-18862679789
+86-15555592012
+86-13140831504

+86-0512-56720211

admin@evertopest.com
admin@acp-line.com
Авторское право © Zhangjiagang Hongyang Machinery Equipment Co., Ltd. Все права защищены.

 英语
英语 西班牙语
西班牙语 俄语
俄语 阿拉伯语
阿拉伯语